FUNK-Technik Nr. 3/1979 • Steckverbinder Teil1 (3)
von Ing. (grad.) Hans-Peter Rottmann, Altbach
Ing. (grad.) Hans-Peter Rottmann arbeitet bei der Firma Richard Hirschmann • Radiotechnisches Werk • Abteilungsleiter des Technischen Büros für Steckverbinder.
Anforderungen an NF-Steckverbinder für die Bereiche Funktechnik, Nachrichtentechnik und Elektronik (1 von 3)

- Beispiel Pioneer VSX-5000


Steckverbinder haben die Aufgabe, elektrische Leiter und Anschlüsse schnell und trotzdem sicher zu verbinden oder zu trennen. Obwohl diese Bauelemente meist sehr robust sind, erfordert ihre Anwendung und das Verbinden mit den dazugehörenden Leitern doch ein gehörig Maß an Sachkenntnis.
Wer weiß schon auf Anhieb, warum reines Nickel nur bedingt als Material für Kontaktoberflächen in Frage kommt! So kann es leicht zu einem Fehlgriff führen, wenn man statt des richtigen irgendeinen Steckverbinder aus der breiten Produktpalette der Hersteller auswählt.
Dabei ist es gar nicht so schwierig, die richtige Wahl zu treffen, wie der Autor in diesem Beitrag darlegt. Systematisch beschreibt er zunächst physikalisch Grundsätzliches, dann Kontaktelemente und Kontaktträger und schließlich noch die Anschlußtechnik.
Die Funktion eines Steckverbinders

- Der deutsche LS-DIN Stecker


- sehr teurer Kleintuchel-Stecker


Steckverbinder - einpolige nur bedingt - werden an den Stellen verwendet, an denen man im Bedarfsfall . . . . .
.
- (1) die Leitungen nicht einzeln anschließt oder trennt, weil dies zu umständlich und zeitraubend ist (Zeit- und Kostenfaktor),
- (2) ein Mangel an Werkzeug und Qualifikation vorhanden ist (Handhabungs- und Wissensfaktor) und
- (3) an denen die Gefahr des falschen Anschlusses absolut vermieden werden muß (Sicherheitsfaktor).
.
Das Anwenden eines verhältnismäßig teureren Steckverbinders anstelle von billigen Einzelanschlüssen muß also sorgfältig abgewogen werden. Entsprechend dem weiten Feld der Technik gibt es zahlreiche Einflußfaktoren, die nicht alle in einer Standard-Steckerreihe berücksichtigt werden können.
So wurden für die verschiedenen Anwendungsgebiete Steckverbinder entwickelt, die mit ihrer Ausführung und ihren Eigenschaften die jeweiligen speziellen Anforderungen erfüllen. Nach Festlegung der IEC ist die Anwendung von Niederfrequenz-Steckverbindern bis zu einer Frequenz von 3 MHz zulässig. Eine exakte Abgrenzung zwischen NF und HF gibt es jedoch nicht.
Doch erst einmal physikalisch "Grundsätzliches" :
Wenn zwei zur Kontaktgabe vorgesehenen Flächen von einer Kontaktkraft gegeneinander gedrückt werden, ist nur ein sehr kleiner Teil dieser Flächen in wirklich elektrisch kontaktgebender und somit stromführender Berührung. Der Grund dafür sind Oberflächenrauhigkeit und Fremdschichten.
Oberflächenrauhigkeit

- Bild 1. Querschnitt durch stark vergrößerte Berührungsflächen

Die Oberflächenunebenheiten, auch solche geringster Rauhtiefe, haben zur Folge, daß sich nur wenige Stellen der Kontaktflächen wirklich berühren. Unter dem Mikroskop sieht man, daß die scheinbar glatten Flächen mehr einer Berglandschaft gleichen. Nur einige sich gerade günstig gegenüberliegende Erhebungen bilden durch die Kontaktkraft unter elastischer oder plastischer Verformung Berührungsflächen, auch tragende Flächen genannt.
Bild 1 zeigt eine schmatische Schnittdarstellung sich berührender Kontaktflächen. Die Rauhtiefe hat hier einen für Feinkontakte gebräuchlichen Wert von 1um. Somit würde eine schon zu dicken Fremdschichten gehörende Kontakthaut von 100 OA = 10 nm einem kaum noch sichtbaren Bruchteil der dargestellten Linien entsprechen!
Die "Fremdschichten" auf der Oberfläche der Metalle
Kontaktoberflächen sind in freier Atmosphäre immer mit Fremdschichten überzogen. Jede metallisch rein gemachte Oberfläche (Ätzen, Schleifen, Vakuumglühen usw.) überzieht sich in normaler Atmosphäre zunächst mit einer einmolekularen, später einatomigen Schicht Sauerstoff, die nicht abwischbar und etwa von der gleichen Festigkeit ist wie das Grundmetall. Diese Schicht wird adsorbierte Gashaut genannt. Die Ausbildungszeit ist zum Beispiel bei Gold bis zu zwei Tagen, bei Silber einige Stunden und bei Kupfer nur einige Sekunden (Tabelle 1). Auf unedlen Metallen bilden sich dann durch die Einwirkung von Sauerstoff mit der Zeit ständig wachsende Oxidschichten.

- Tabelle 1. Dichte und Farben der sich auf Kupfer an Luft bildenden Kupferoxydulschichten in Abhängigkeit von Zeit und Temperatur

.

- Versilberte und jetzt korrodierte Platinenstifte in einem Grundig Video 2000 Recorder.

Auch andere Gasanteile der Atmosphäre etwa Schwefelanteile, wie Schwefelwasserstoff (H2S) oder Schwefeldioxid (S02), erzeugen beispielsweise auf der Oberfläche von Silber eine Schicht Silbersulfid (Ag2S). Solche durch chemische Verbindung entstehende und wachsende Schichten nennt man Anlaufschichten. (Anmerkung: Im Sprachgebrauch der Hausfrauen "läuft" das Silberbesteck "an".)
Außerdem sind freie Kontaktoberflächen noch mit Fett- und Ölschichten oder Wasserhäuten überzogen und je nach Umgebung lagern sich noch Staub- und Schmutzschichten ab. Sehr fest haftend, ähnlich der Gashaut, sind dabei einmolekulare Fettschichten, die Epilamen heißen.
Stromdurchgang durch die Kontaktflächen (die Theorie)
Aus dem zuvor Beschriebenen sieht man, daß die konstruktiv vorgesehenen Kontaktflächen unter der Einwirkung der Kontaktkraft nur an einigen Stellen berührende oder tragende Flächen haben.
Bei diesen sind zu unterscheiden:
.
- a) Flächen mit rein metallischer Berührung. Bei ihnen ist die Oberflächenhaut verdrängt und die Berührungsstellen sind kalt verschweißt: Die Elektronen haben ungestörten Durchgang.
- b) Flächen mit quasimetallischer Berührung. Bei ihnen sind die Metalle durch dünne aber noch stromdurchlässige einmolekulare Fremdschichten getrennt. Der Stromdurchgang wird durch den sogenannten Hautwiderstand beeinträchtigt: Die Elektronen durchdringen die dünne Schicht wegen des Tunneleffektes, der nur durch die Quantentheorie erklärbar ist (Holm, Burstyn, Dietrich). Sind die Metalle durch etwas dickere Fremdschichten (3nm bis 300nm) getrennt, wird durch den größeren Hautwiderstand der Tunneleffekt unterbunden. Bei zunehmender Spannung und Feldstärke wird jedoch plötzlich die Ausbildung metallischer Brücken eingeleitet. Man nennt dies Frittung. Die Frittspannung ist der Fremdschichtdicke proportional. Tabelle 2 zeigt hierzu einige Werte,
- c) Flächen, die zwar tragen, aber mit dicken isolierenden Fremdschichten belegt sind, bei denen kein Stromdurchgang erfolgt.
.

- Tabelle 2. Hautwiderstand und Frittspannung in Abhängigkeit von der Dicke einer Kupferoxydulschicht

Äußerst wichtig ist, daß die Kontaktkraft maßgebend an der Größe der entstehenden metallischen und quasimetallischen Berührungsflächen beteiligt ist (Bild 2). Je größer die Kontaktkraft, umso größer werden die Verformung und die Berührungsflächen und desto geringer ist der Kontaktwiderstand.

- Bild 2: Einschnürung der Strompfade an der Engstelle. Die Berührungsfläche teilt sich auf in: 1 Scheinbare Kontaktfläche, 2 Metallische Kontaktfläche, 3 Quasimetallische Kontaktfläche, 4 Tragende, jedoch durch Fremdschicht isolierte Fläche

.

Der Stromfluß, der zunächst die vollen Querschnittsflächen der Kontaktelemente (leitende Stift- und Buchsenquerschnitte) einnimmt, muß sich also letztlich an der Kontaktstelle durch die Engpässe der wirklichen metallischen und quasi- metallischen Berührungsstellen hindurchzwängen. Den hierbei wirksamen, auf der endlichen Leitfähigkeit des Metalles beruhenden Widerstand, bezeichnet man nach Holm den Engewiderstand.
.
Der Kontaktwiderstand Rk setzt sich somit zusammen aus dem Engewiderstand Re und dem Hautwiderstand Rh.
Der Gesamtwiderstand zwischen den Leiteranschlußstellen des gesteckten Kontaktelementepaares ist der Durchgangswiderstand Rd. Er setzt sich zusammen aus dem Bahnwiderstand Rh von Stift- und Buchsenelement und dem Kontaktwiderstand Rk.
Die beschriebenen Einzelwiderstände lassen sich wissenschaftlich- mathematisch beschreiben und errechnen. Wer dafür Interesse hat, findet die maßgebenden Bücher und Schriften im Literaturverzeichnis.
In der Praxis ist der technisch wichtige Durchgangswiderstand eine gut meßbare Größe. Ebenso ist der für die Kontaktqualität maßgebende Kontaktwiderstand einfach zu bestimmen, indem man den leicht errechenbaren und konstanten Bahnwiderstand des Steckelelementepaares vom gemessenen Durchgangswiderstand subtrahiert.
.

- Bild 3. Grundschaltung zum Messen des Durchgangswiderstandes nach der Millivoltmethode

Ein Meßverfahren des Durchgangswiderstandes - die Millivoltmethode - ist nach DIN 41640 Teil 4 festgelegt. Damit die Meßspannung keine Fremdschichten durchschlägt, ist sie auf 20mV begrenzt; der Meßstrom darf 100mA nicht überschreiten, damit die Messung durch Materialerwärmungen nicht verfälscht wird.
Das Prinzipschaltbild dieser Meßmethode zeigt Bild 3. Man verwendet diese 4-Punkt-Schaltung, die auch als Kelvin-Schaltung bekannt ist, um die zusätzlichen Widerstände der Meßeinrichtung zu eliminieren. An zwei Punkten wird der Meßstrom zugeführt und an zwei anderen Punkten wird der Spannungsabfall abgegriffen. Es gibt hierfür schon spezielle Meßgeräte mit entsprechenden Abgreifklemmen, die eine Direktanzeige in Milli-Ohm geben.
.
Steckkontakttechnik
Man unterscheidet heute generell zwischen (1) Steckverbindern und (2) Steckvorrichtungen, wobei nach den VDE-Vorschriften
- (1) Steckverbinder nur leistungslos gesteckt und getrennt werden sollen und
- (2) Steckvorrichtungen auch unter Last geschlossen und getrennt werden dürfen.
Ihr Lastschaltvermögen muß durch eine festgelegte Schaltleistungsprüfung nachgewiesen werden. Da in der Funk- und Nachrichtentechnik praktisch leistungslos geschaltet, also im Sinne der Steckverbinder gearbeitet wird, werden Steckvorrichtungen (2) in diesem Beitrag NICHT mit einbezogen.
.

Die normalen Kontaktelemente der Steckverbinder sind Steckerstifte und Steckbuchsen, wobei die Steckbuchse zumeist das federnde Element ist. Auch für sogenannte Zwitterkontakte, bei denen die Kontaktelemente der beiden Steckerhälften gleich sind, gilt das Nachfolgende sinngemäß.
Der Stift-Buchsenkontakt, zu dem alle Abarten wie Messerstift und Gabelfederkontakt bis zur Direktsteckbahn gedruckter Schaltungen gehören, ist in gestecktem Zustand ein ruhender Kontakt. Der Stromdurchgang erfolgt bei aufeinander ruhenden Kontaktstellen, die durch eine Federkraft, die den Kontaktdruck erzeugt, aufeinander gedrückt werden. Nur beim Einstecken und Herausziehen gleiten die Kontaktelemente aufeinander und bilden während dieser Hubbewegung kurzfristig einen Schleifkontakt.

- Die Korrosion nagt

Das Gleiten und Schleifen hat sowohl Vor- als auch Nachteile. Zum einen zerreißt und zerquetscht es dabei Anlauf-, Oxyd-, Schmutz- und Fettschichten und es kommt sehr leicht zu metallischen und quasimetallischen Kontaktstellen.
Man spricht auch von ,,Selbstreinigung".

- Die Revox A77 Tastenplatine - auch Gold lebt nicht ewig

Zum anderen entstehen Abrieb und Metallstaub und somit ein Abnützen an der Kontaktmetallschicht aus Zinn, Gold oder Silber, mit der zumeist die Kontaktstelle der Kontaktelemente belegt ist. Das bedeutet, daß die Anzahl der Steckzyklen, bei denen die Kontaktelemente noch funktionsfähig bleiben, mehr oder weniger begrenzt ist.
Die Schleifwirkung und Abnützung hängt im wesentlichen ab von: Kontaktkraft, Oberflächenrauhigkeit, Kontaktform, Kontaktmetall und -härte, und eventuell vom Schmiermittel.
Entsprechend den elektrischen, mechanischen und umweltbedingten Anforderungen an den Steckverbinder müssen nun diese Faktoren variiert und zum günstigsten Zusammenspiel gebracht werden.
Niederpolige Steckverbinder

- Bild 4. Lautsprecher-Steckverbinder nach DIN 41529 und Tonabnehmer-Steckverbinder nach DIN 41 524

So kann man etwa bei einem niederporigen Steckverbinder, der nicht allzu häufig gesteckt wird und gute Umweltbedingungen hat, eine hohe Kontaktkraft vorsehen; die Oberflächenrauhigkeit muß nicht besonders klein sein und als Kontaktoberfläche kann man Zinn auf Nickel nehmen. Die hohe Kontaktkraft erzeugt durch Quetschung und Reibung gute metallische und quasimetallische Kontaktflächen und niedrigen Kontaktwiderstand. Das weiche Zinn trägt dazu wesentlich bei und seine schlechten Gleiteigenschaften fallen bei der kleinen Polzahl nicht ins Gewicht.
Ein Unterwandern der Kontaktstellen und Fremdschichten wird - insoweit dies bei der großen Kontaktkraft überhaupt möglich ist - durch selbstreinigende Steckvorgänge, die im Abstand von Tagen bis zu Monaten liegen können, unterbunden. Typische Vertreter solcher Steckverbinder und ihres Einsatzgebietes sind die 3- bis 8 poligen Verbindungsstecker von Plattenspielern, Tonband- und Rundfunkgeräten und Lautsprechern (Bild 4).
Hochpolige Steckverbinder



Ganz anders muß man die Kontaktelemente einer hochpoligen Steckleiste bemessen, die einer Industrieatmosphäre ausgesetzt wird und nur in einem Reparaturfall vielleicht erst nach Jahren wieder einmal gesteckt wird. Dabei sei noch gefordert, daß die Durchgangwiderstände der einzelnen Kontaktpaare wenig voneinander abweichen und sich auf lange Zeit nur geringfügig ändern dürfen.
Bei der hohen Polzahl darf man nur eine kleine Kontaktkraft aufbringen, weil sonst die Auffederungs- und Reibkräfte in der Summe so große Steck- und Ziehkräfte ergeben würden, daß der Steckverbinder letztlich nicht mehr ohne besondere Vorrichtungen betätigt werden könnte.
Kleine Kontaktkraft aber bedeutet wenig Kraft zum Zerquetschen von Fremdschichten und kleine Berührungsstellen. Hinzu kommt die geringe Selbstreinigung durch Reibung, weil die Steckhäufigkeit minimal sein kann. Auch die Gefahr, daß die Kontaktstellen durch Anlaufschichten unterwandert werden, ist gegeben.
.

- edel und teuer

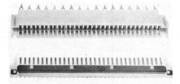
- Bild 5. 33polige Feder-und Messerleiste nach DIN 41 620

Bei all diesen Faktoren ist das Belegen der Kontaktzone mit einem Edelmetall wie Gold erforderlich, das keine Anlaufschichten durch die Atmosphäre bekommen kann. Für den Fall höherer Steckhäufigkeit muß man glatte Kontaktstellen und Gleitbahnen mit minimaler Rauhtiefe erzeugen, damit der Abrieb gering ist und somit das teuere Gold nur dünn aufgebracht werden muß.
Man benötigt also wertvolle Präzisions-Kontaktelemente, die allerdings ihren Preis haben. Beispiele für solch hochpolige Leistensteckverbinder, die in der Nachrichten-, Übertragungs-, Steuerungstechnik und anderen Zweigen der Elektronik zur Anwendung kommen, sind Steckverbinder nach DIN 41612, DIN 41617 und DIN 41620 (Bild 5).
Steck- und Ziehkraft

- Bild 6. Steckkraft G abhänqiq vom Aufgleitwinkel alpha

Beim Einstecken müssen die federnden Kontaktelemente durch das starre Kontaktelement entgegen der Federkraft, die ja die Kontaktkraft erzeugt, bewegt werden. Es muß also Federungsarbeit und Reibarbeit geleistet werden, bis das Federelement auf die Gleitbahn ausgelenkt ist. Die hierfür erforderliche Kraft nennt man Steckkraft. Beim Ziehen ist im Normalfall nur Reibarbeit zu leisten. Die hierfür erforderliche Kraft ist die Ziehkraft. Die Steckkraft ist demnach größer als die Ziehkraft.
Wesentlich beeinflußt wird die Steckkraft durch die Aufgleitwinkel der Kontaktelemente und ihrer Oberflächenrauhigkeit an den Aufgleitflächen. Je kleiner die Aufgleitwinkel und je glatter die Flächen, um so kleiner und günstiger wird die Steckkraft (Bild 6). So weit es die Platzverhältnisse und Steckwege zulassen, sollte dies konstruktiv berücksichtigt werden.
.
Für die Ziehkraft N gilt:
Es bedeuten: N = Anzahl der Reibflächen, F = Kontaktkraft, u = Reibwert, der abhängig ist von Material, Oberflächenrauhigkeit und eventueller Schmierung.
.

- Bild 7. Geräteaufbau zum Messen der Steck- und Ziehkräfte. Die Werte werden über einen Meßschreiber grafisch dargestellt


- Tabelle 3. Anforderungen an Steckverbinder verschiedener DIN-Normen

Je nach Kontaktmaterial und Oberflächenbeschaffenheit, hat man Reibwerte von u = 0,1 bis 0,4 bei trockener Reibung. Weil der Reibwert auf Grund seiner verschiedenen Einflußgrößen große Toleranzen aufweist, treten insbesondere bei hochpoligen Steckverbindern große Abweichungen bei den notwendigen Steck- und Ziehkräfte auf. Darum werden in den Prüfplänen Minimal- und Maximalkräfte festgelegt.
Aus der Formel geht durch das Zeichen ,,>" hervor, daß die Ziehkraft größer sein kann - praktisch ist sie es auch immer- als das Produkt der Faktoren. Dies kommt daher, daß noch weitere aber nicht genau erfaßbare Kräfte auftreten, die zum Beispiel aus dem toleranzmäßig zulässigen Mittenversatz der Kontaktelemente entstehen. Bei der Steckkraft treten noch größere Abweichungen auf, so daß es nicht mehr sinnvoll ist, hier nur mathematisch vorzugehen.
Mit Steckversuchen und Messungen bezüglich der Steck- und Ziehkräfte, schon im Entwicklungsstadium der Kontaktelemente, ist hier meist mehr zu erreichen als mit allen Berechnungen (Bild 7). Für eine Kontaktschmierung gibt es durchaus geeignete Mittel. Durch die so herabgesetzte Reibung werden nicht nur geringere Steckkräfte erreicht, sondern auch der Abrieb des Kontaktmetalles wesentlich verringert und damit die Zahl der Steckvorgänge und die Lebensdauer erhöht.
In Hinsicht auf die ständig steigenden Edelmetallkosten wird der Kontaktschmierung in Zukunft eine immer größere Bedeutung zukommen. Ihre Verwendung liegt in Einsatzgebieten mit geringem Staubvorkommen, weil die Haftung von Schmutzpartikeln eher gegeben ist, als bei ungeschmierten Kontaktflächen.
Ausführung der Kontaktelemente im Steckbereich

- Bild 8. Mit diesem Aufbau erfolgt das Prüfen der Steckhäufigkeit




Die verschiedenen Anforderungen sowie die Kontaktzahl beeinflussen die Gestaltung der Kontaktelemente, was zu einer Vielzahl von Ausführungsarten geführt hat: Weil hier der Phantasie keine Grenzen gesetzt sind, wird es auch immer wieder Neugestaltungen geben. Darum können nur die wesentlichen Gesichtspunkte betrachtet werden.
In den meisten Fällen ist bei mehrpoligen Steckverbindern das Stiftteil starr und das Buchsenteil federnd. Durch die fortschreitende Miniaturisierung ist dies allgemein zur Regel geworden, weil für Federelemente im Stiftteil kein ausreichender Platz vorhanden ist und sie den Stift wesentlich verteuern würden. Ungefederte Stifte lassen sich dagegen häufig aus einfachem und billigem Halbzeug, wie Profildrähten oder Bändern herstellen.
Für das Buchsenteil, das den Stift umfaßt, ist wegen seiner geometrischen Gestaltung ein größerer Aufwand erforderlich, so daß die den Stift umfassenden Buchsenelemente zugleich die Stromführung und die Kontaktfederung übernehmen. Auch wenn eine Fremdfederung unumgänglich wird, läßt sich diese beim Buchsenteil besser und effektiver durchführen (Bild 8).
Außer der Federungsart ist es noch wichtig, möglichst viele Kontaktstellen pro Kontaktpaar auszubilden, damit der Übergangswiderstand klein wird. Zu beachten ist auch, daß sich diese Kontaktstellen in günstiger Weise mit Kontaktmetallen wie Zinn, Silber, Gold usw. belegen lassen.

- Bild 9. Ausführungsarten von Rundbuchsen und Kontaktkammer-Einführungen

Rundstifte und Rundbuchsen
Bei Rundstiften und -buchsen lassen sich die Buchsenhülsen je nach Durchmessergröße durch Schlitze unterteilen und man erhält so eine höhere Zahl von Kontaktstellen (Bild 9). Bei kleinen Stiftdurchmessern, wie sie durch die Miniaturisierung in der Funktechnik und Elektronik gegeben sind, läßt sich in wenigen Fällen noch ein Kreuzschlitz mit 4 Segmenten ausführen (ab 1,5mm Durchmesser), meistens aber nur ein Querschlitz mit 2 Segmenten (unter 1,5mm).
Rundstifte und -buchsen treten für große Stückzahlen immer mehr zurück, weil sie meistens mit teuerer Zerspanungsarbeit hergestellt werden müssen. Zum Teil werden auch billige Rundstifte, die man spanlos aus Draht oder im Fließpreßverfahren herstellt, mit im Schnitt oder Schnitt-Biegeverfahren hergestellten Gabel- oder Flügelbuchsen kombiniert. Auch ist bei den Rundkontakten das meist nur durch galvanische Verfahren mögliche Aufbringen von Kontaktmetall teuer und besonders bei den Buchsen nachteilig.
.


Werden die Teile als Schüttware galvanisiert, wird ihre ganze Oberfläche überzogen, auch "da, wo" man das Kontaktmetall nicht benötigt; für Edelmetalle also ein teueres Verfahren.
Bei den Buchsen wirkt sich außerdem sehr nachteilig aus, daß die Abscheidung im Loch, in dem ja die Buchsenkontaktstellen liegen, geringer ist, als außen; also auch hier bei Edelmetallen eine recht ungünstige Materialverteilung.
Will man bei den galvanischen Verfahren Edelmetall sparen, muß man die Teile aufgurten und kann sie dann selektiv an den Kontaktenden galvanisieren. Das Aufgurten oder Magazinieren ist aber auch teuer und nur in speziellen Fällen wirtschaftlich.
.
Der eigentliche Einsatz von Rundstiften und -buchsen liegt somit heute in Gebieten, in denen mit größeren Strömen und Spannungen gearbeitet wird und in denen unter anderem Schaltleistungen vorkommen. Hier sind, mit Blechen und Bändern nicht herstellbare, große Stromquerschnitte erforderlich. Die Kontaktbeläge müssen nicht aus Edelmetallen sein und sind auch keine wesentliche Kostenfrage mehr.
.

- Bild 10. Teilweise galvanische Edelmetallbeschichtung von Kontaktfedern durch Vorschneiden und Vorprägen der Kontaktzone im Band


- Bild 11. Ausführungsformen von Gabelfederbuchsen

Einige Ausführungsformen von Rundbuchsen zeigt Bild 9. Für eine rationelle und präzise Mengenfertigung muß man Kontaktelemente gestalten, die in modernen Massenfertigungs-Technologien herstellbar sind - also einer möglichst schnellen, spanlosen und abfallfreien Fertigung unterliegen. Vor allem für Kontaktelemente, deren Kontaktzonen mit Edelmetallen belegt werden müssen, ist dies erstes Gebot. Hier hat die hochtourige Stanztechnik mit streifenbelegten Bändern ihr Wirkungsfeld. Man legt die Kontaktelemente so an, daß ihre Kontaktzone in einem möglichst schmalen mit Edelmetall belegten Streifen des Schnittbandes liegt.
.
Auch durch die Galvano- oder Schweißtechnik werden bereits ausgeschnittene oder noch auszuschneidende Kontaktzonen punktuell mit Edelmetall belegt. Bild 10 zeigt, wie in einem vorgeschnittenen Band nur die Kontaktstellen mit Edelmetall belegt werden. Erst danach wird in einem zweiten Arbeitsdurchgang die Gabelfederbuchse fertig hergestellt. Damit möglichst viele Kontaktpunkte entstehen, kann man die Federelemente noch unterteilen.
Einige Ausführungsmöglichkeiten von Gabelbuchsen (Gabelfedern), die im Schnitt-Stanzverfahren hergestellt werden, zeigt Bild 11. (wird fortgesetzt)
.