
Ein guter Einblick in die Platten-Fabrikation bei TELDEC 1978
In September 2019 hatte ich auf der Norddeutschland Rundreise das kleine TELDEC Museum in Nortorf besucht und mit den verbliebenen Vereinsmitgliedern gesprochen. Natürlich zehren sie von der grandiosen Zeit, als Nortorf quasi das TELDEC Werk war und nichts sonst.

- 1978 - Die Teldec-Schallplattenfabrik in Nortorf (Holstein) südlich von Kiel an der A7

Übrig geblieben ist fast nur noch das Kesselhaus in der Mitte

..... in dem der Dampf für an die hundert Plattenpressen "gekocht" wurde. - Aufgefallen war mir natürlich, daß dieser kleine Ort genauso wie St. Georgen im Schwarzwald (DUAL Plattenspieler) alleine mit dieser wirtschaftlichen Monokultur gewachsen war. Und als die schwarze analoge Schallplatte auf dem absteigenden Ast war, wurde auch das Presswerk verkleinert und irgendwann stillgelegt. Der nachfolgende Besuchsbericht von Franz Schöler aus 1978 enthält viele Informationen, wie eine analoge Schallplatte bis Mitte der 1980er Jahre produziert wurde.
Wir haben noch mehr Artikel über das Pressen von Schallplatten anzubieten, zum Beispiel Schellackplatten aus 1948 und die neuen LPs aus dem Ossi-Land 1953 und natürlich auch ein modernes kleines Presswerk aus 2017.
.

HiFi on the Rocks
"DER WEG ZUR SCHALLPLATTE"
ein Besuch im Teldec-Schallplattenwerk Nortorf - von Franz Schöler - KlangBild im AUGUST 1978 ab Seite 9
.
Der „Otto Normalverbraucher" diktiert die Aufzeichnungsqualität
Von der Schneidtechnik und auch von der mechanischen Fertigung her gesehen wäre es durchaus möglich, Schallplatten zu machen, die weit besser sind als das, das man heute (1978) im Laden kaufen kann. Leider diktiert aber die Abtastqualität vom Plattenspieler des „Otto Normalverbraucher" die Aufzeichnungsqualität dessen, was man machen darf.
.
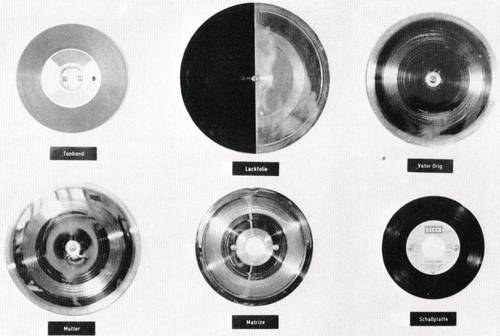
- Das Übersichtsbild zeigt den Werdegang einer (17cm) Schallplatte: links oben das Tonband, daneben die Lackfolie (linke Hälfte direkt aus der Schallplattenschneidmaschine, rechte Hälfte mit einer leitfähigen Silberschicht bespritzt) und das „Vater"-Original (mit erhabenen Rillen). Davon wird die „Mutter" galvanisch abgenommen (diese ist abspielbar) und davon wiederum die Preßmatrize (der Sohn) (mit erhabenen Rillen).

Schallplatten müssen auch vom billigsten Tonabnehmer noch einwandfrei abgetastet werden können, weil sonst der Käufer die Platte als angeblich defekt reklamieren würde. Ganz zu schweigen von den Platten-„Hobeln", mit denen in Jukeboxen und manchen Plattenläden die schwarzen Scheiben abgespielt werden. Da das Automaten-Geschäft aber ein beträchtlicher Umsatzfaktor ist, muß man sich fertigungsseitig nach der Qualität der Abspielgeräte der Jukeboxen richten.
- Anmerkung : Das traf aber bereits damals und auch heute nicht für die 30cm Klassik-LPs zu. Die oben beschriebene oftmals geforderte generische Standardqualität wurde fast nur auf 45er 17cm Singles (wegen der "Juke Boxen") realisiert. Die Klassik-LPs waren deutlich sensibler und akkurater im technischen Grenzbereich geschnitten worden.
Außerdem bestimmen kommerzielle Notwendigkeiten die qualitativen Grenzen der Schallplatte. So verlangt nicht nur ein bestimmtes Musikstück (beispielsweise Ravels „Bolero"), sondern der Käufer selber eine bestimmte Mindestspieldauer pro Plattenseite. Daraus resultiert aber auch das Maximum an tieffrequenten Modulationen, die man auf die Platte schneiden kann.
Die Dynamik muß man begrenzen, um erstens den hörbaren Störpegel möglichst gering zu halten, aber auch weil zweitens die Mehrzahl der gängigen Tonabnehmer nur bestimmte Spitzenschnellen ohne Verzerrungen abtasten. Also darf man die technischen Möglichkeiten, welche die modernsten Schneidapparaturen wie das Verstärkergestell VG74 von Neumann oder die Geräte von Ortofox, Scully und Westrex bieten, überhaupt nicht voll ausnutzen, weil dann die meisten Abtastsysteme buchstäblich ausflippen würden.
.
Wenn die "Techniker" aus der Schule plaudern

- Die TELDEC Techniker wußten schon sehr genau, wovon sie sprachen

Das ist, ein wenig polemisch pointiert, das Fazit von Gesprächen, die wir mit Diplomingenieur Herbert Knothe, dem technischen Direktor des Teldec-Werks, mit Ingenieur Günter Grottker, dem für die Prüfkontrolle und Elektrotechnik zuständigen Prüffeld-Leiter der Fabrik in Nortorf, und mit Klaus-Jürgen Schneider führten, der in Hamburg verantwortlich ist für die Überspieltechnik Pop.
Das Teldec-Werk besuchten wir deswegen, weil die Firma bekannt ist für sehr hochwertige Fertigungstechnik, so daß sogar aus Übersee Produzenten von Direktschnitt-Platten anreisen, um hier ihre Pressungen herstellen zu lassen. So werden hier beispielsweise die „Direct-to-Disc"-Platten von Sheffield, Umbrella und Crystal Clear gepreßt, die Hi-Fi-Fans bestens bekannt sein dürften.
.
Der Sound läßt die Kasse klingeln

- Die „Mutter" wird geprüft, und gegebenenfalls werden - wie hier - Fehler beseitigt. Hier entfernt man winzige Knacke mit einem Gravierstichel aus der Rille.

Natürlich wollten die angesprochenen Techniker die beträchtlichen Unterschiede zwischen exzellenten Plattenpressungen und solchen, die hohen Klirrfaktor, Rumpel und mechanische Mängel aufweisen, nicht wegerklären. Sie führten ohne jeden Beschönigungsversuch die Gründe für die manchmal unbefriedigenden Platten an.
Darüber wird im folgenden noch zu reden sein. Andererseits wiesen sie - meiner Meinung nach zu recht - darauf hin, daß der Konsument in manchen Fällen technische Mängel nicht nur nicht beanstandet, sondern gar nicht bemerkt oder sogar richtig findet. Als Beispiel nannte Überspielungs-Spezialist Schneider Paul McCartneys Hit Mull of Kin-tyre, der zu den Top-Sellern dieses Frühjahrs (1978) wurde, obwohl die Aufnahme einen extrem hohen Klirrfaktor und unerträgliche Zischlaute aufweist.
So unerträglich können die Käufer den Klirrfaktor aber nicht gefunden haben. Technische Qualität zählt offenbar erst dann, wenn die Grenzen des Zumutbaren schon weit überschritten sind. Die Forderungen der Warenästhetik sind wichtiger für den Verkauf als die technische Qualität der Platte. Der „Sound" läßt die Kasse klingeln.
Verschiedene Trends sind festzustellen

- Die Preßmatrize, noch mit der „Mutter" verbunden, wird dem galvanischen Schnellbad entnommen.

Was diese Warenästhetik betrifft, so kann man verschiedene Trends feststellen. Bei Pop-Platten herrscht geradezu ein Run auf hohe Aufnahmepegel, weil man hofft, daß die mit höchstem Pegel ausgesteuerte Platte sich auch am besten verkauft. Oft genug wird dabei schon aufnahmeseitig ein hoher Klirrfaktor in Kauf genommen oder sogar beabsichtigt, und bei der Überspielung vom Band auf Platte übersteuert man nochmals.
Von größtmöglicher Klangqualität kann dann keine Rede mehr sein. Bei Klassik Platten sind die Forderungen widersprüchlich. Einmal möchte man ein Maximum an Dynamik erzielen, um den Zuhörer die Pegelsprünge von der leisesten bis zur lautesten Stelle eines Werks möglichst realistisch erleben zu lassen.
Zum anderen müsste man das mit einem schlechteren Störabstand erkaufen. Also versucht der Tontechniker auch hier bis zu einem gewissen Grad, den Pegel ein wenig zu egalisieren, um einen möglichst hohen Rauschabstand zu bekommen.
.
Die neuen direktgeschnittenen Platten
Bei direktgeschnittenen Platten bestimmt theoretisch das Rauschen der Mikrofone und des Schneidverstärkers die Grenze des Störabstands *1). Leider stecken aber die „Direct-to-Disc"-Platten wie seinerzeit die Stereophonie ästhetisch und von der Aufnahmetechnik her noch in den Kinderschuhen. Nicht in allen Fällen kann man den Körperschall völlig ausschalten. Und die Kunst des Tontechnikers, der mit „Miking"-Techniken und den Möglichkeiten der Schneidapparatur experimentiert, definiert letzten Endes die aufnahmetechnische Qualität des Mitschnitts.
*1) Das Rauschen - oder besser Störgeräusch - der Schallplattenrille ist grundsätzlich anderer Art und Struktur als das elektronische Rauschen eines Verstärkers oder Mikrofons. In der Praxis ist das Störgeräusch der Schallplatte höher und auch lästiger als das der Verstärker (Anm. der Redaktion).
Die heutigen Möglichkeiten der Schneidapparatur(en)

- Die Matrize wird von der Mutter getrennt.

Die Möglichkeiten der Schneidapparatur können heute überhaupt nicht voll ausgenutzt werden.
Die Möglichkeiten der Schneidapparatur können heute, wie eingangs gesagt, überhaupt nicht voll ausgenutzt werden, weil Tonarm und Abtastsystem des Abspielgeräts dann nicht mehr mitmachen würden. So besitzt beispielsweise der Schneidverstärker von Neumann bei einer Leistung von 2 x 600 Watt hohe Dynamikreserven, die er nie ausspielen darf. Das Gerät könnte eine maximale Durchschnitts-Schnelle von 28,5 cm/s bei 10 kHz und eine Spitzenschnelle (Dauer: impulsartig 10 Millisekunden) von 105 cm/s schneiden *2).
*2) Der Schneidstichel des Schreibers kann sich wohl mit 100 cm/s bewegen, aber bei einer maximalen Rillenlaufgeschwindigkeit von etwa 50 cm/s am Außenrand der Platte kann eine solche Schnelle nicht geschnitten werden (Anm. der Redaktion).
- Anmerkung von gr : Der Neumann-Stichel-Verstärker hatte "nur" 2 x 500 Watt Sinus, auch in der allerletzten Version VMS 86 im Frankfurter Schneidstudio Brüggemann. - Weiterhin wird hier in aller Selbstverständlichkeit mit dem erklärungsbedürftigen Begriff der "Schnelle" umgegangen, den die allermeisten Leser überhaupt nicht verstehen bzw. erklären können.
Die maximalen Baßamplituden, die der Neumann-Schneidstichel in die Lackfolie schneiden kann, würden den Diamanten des Tonabnehmersystems um ±150um auslenken. Die Auslenkungen und Spitzenschnellen, denen der Diamant dann folgen müßte, würden unweigerlich bewirken, daß der Tonabnehmer sofort aus der Rille springt.
Darum werden heute auch bei den besten „konventionellen" Überspielungen keine größeren Schnellen als 40cm/s bei 10kHz und etwa 30cm/s bei 2,5 kHz aufgezeichnet. Die maximalen Auslenkungen im tieffrequenten Bereich liegen bei etwa 50 bis 60um. Nur in seltenen Fällen und bei einigen direktgeschnittenen Platten liegen sie höher. Wer also das optimale Auflagegewicht für seinen Tonabnehmer mit Hilfe einer Testplatte einstellt, sollte darauf achten, daß er die genannten Schnellen und Amplituden in der Rille noch einwandfrei abtastet.
Eine Erhöhung des Auflagedrucks um 2mN (0,2p) bis 5mN (0,5p) dürfte nur dann nötig werden, wenn man die noch stärker modulierten Rillen von Direktschnitt-Platten unverzerrt abspielen will.

- Optische Kontrolle der Preßmatrize.

Die eigentliche Herstellung beginnt mit der Überspielung
Der erste Schritt zur fertigen Platte ist natürlich die Aufnahme des Musikstücks. Wie hier Ästhetik und Technik zusammenspielen, werden wir in einer der nächsten KlangBild-Ausgaben beschreiben. Die eigentliche Herstellung beginnt mit der Überspielung des fertig gemischten und vom Künstler beziehungsweise Produzenten freigegebenen Mutterbandes.
Wenn der Produzent selber bei der Überspielung anwesend ist, kann er kontrollieren, ob das, das er im Studio aufgenommen hat, auch wirklich so in die Folie geschnitten wird, daß man am Ende alles hört, was auf dem Band aufgezeichnet ist. Hier beginnen aber schon die Schwierigkeiten.
Wenn die Quellen nicht stimmen
- die beiden UE1000 Filter
„Manchmal", sagte uns Überspiel-Techniker Klaus-Jürgen Schneider, „kommen da Bänder an, die einen ziemlichen Klirrfaktor aufweisen, in der Balance nicht stimmen oder in manchen Passagen übersteuert sind. Dann müssen wir versuchen, die Balance auszugleichen, übersteuerte Stellen zu beschneiden oder mit schmalbandigen Filtern, die sehr steilflankig sein müssen, tontechnische Mängel rauszufiltern."
Zur Vermeidung tieffrequenter Störungen oder Verzerrungen in den Höhen verwendet man darum Filter, die alle Frequenzen unter 30 Hz und über 18 kHz sehr steilflankig mit 18dB pro Oktave abschneiden. Denn sie würden den Abtastvorgang nur stören.
- Anmerkung : Als ich in 2012 im Schneidstudio Brüggemann war, zeigte er mir seine beiden K+H "Universal-Entzerrer" UE 1000 (jeweils Mono), mit deren Hilfe er grundsätzlich - auch bei edelsten Klassikscheiben - das Frequenzband unterhalb 40 Hz und oberhalb 18.000 Hz scharf und steilflankig begrenzte. Auf meinen titelgleichen CDs (z.B. "Die große Orgel") sind Frequenzen bis runter zu 20Hz drauf, ebenso auf dem Michael Jackson Titel vom "Earth-Song".
.
Natürlich versuchen wir zunächst immer, die uns gelieferten Bänder im Verhältnis 1:1 zu überspielen. Die Arbeit wird wesentlich erleichtert, wenn der Lizenzgeber eine eigene Anpressung mitschickt, an der man sich als Techniker orientieren kann. Aber das ist selten der Fall. Oft genug müssen die gelieferten Kopien des Mutterbandes noch bezüglich der Entzerrung und des Frequenzgangs exakt auf unsere Bandmaschine abgestimmt werden. Ganz problematisch wird es, wenn wir ein dolbysiertes Band bekommen, ohne daß ein Testband mitgeliefert wird, das uns erlaubt, unsere Maschine entsprechend einzustellen."
Equalizer und Filter werden laut Schneider nur dann gezielt verwendet, wenn der Produzent nachträglich beim Überspielvorgang Dynamik, Klangcharakter und andere technische Eigenschaften geändert wissen will oder wenn man richtige tontechnische Mängel des Masterbandes ausmerzen muß. Die verwendeten Monitor-Lautsprecher zeigen untrüglich solche Fehler auf. Sie sind zwar auch nicht vollkommen klangneutral, aber sie sollen ja auch nur als Hilfsmittel dienen, um Verzerrungen der Aufnahme hörbarzu machen.
.
... man hört sich auf die spezifische Klangcharakteristik ein
„Diese Monitor-Lautsprecher", meint Schneider, „sind bei der Arbeit noch das geringste Handicap, denn man hört sich mit der Zeit auf sie ein und kennt ihre spezifische Klangcharakteristik, so daß man im Zweifelsfall mit den Entzerrern gezielt arbeiten kann."
Ein weit größeres Problem stellen in der Praxis die immer dünneren Platten dar. Das höhere Rumpeln beeinträchtigt die Dynamik ganz erheblich, und der Tontechniker muß bei der Überspielung darauf achten.
Eine zufällig falsch entzerrte Bandkopie stellt den Techniker genauso vor Probleme wie ein dolbysiertes Band, bei dem kein Band mit einem Referenzpegel mitgeliefert wird, nach dem man sich richten kann. Als völlig problemlos nannte uns Schneider die technische Qualität der Überspiel-Apparatur.
Die Qualität der Schneidapparaturen .......

- Hier wird die Preßmatrize zum Ausstanzen des Mittellochs zentriert.

Die Frequenzgangabweichungen betragen beispielsweise beim modernsten Neumann-Schneid Verstärker maximal ±1dB von 10 Hz bis 20 kHz und höchstens 0,5dB von 15 Hz bis 16 kHz. Diese Toleranzen sind enger als bei den besten Tonabnehmern und Lautsprechern, über die man am Ende die Platte hört.
Andererseits haben sich die Hersteller von Schneid-Apparaturen immer noch nicht international auf einen einheitlichen vertikalen Spurwinkel einigen können. Beim Neumann-Schneidkopf SX74 beträgt er 18°, bei Geräten anderer Firmen liegt er zum Teil über und unter diesem Wert *3).
*3) Der vertikale Spurwinkel von 20° ±5 wurde nicht für den Tonabnehmer festgelegt, sondern für das gesamte System Schallplatte! Zur Vermeidung eines vertikalen Spurfehlwinkels sollte der genormte Winkel beim Schneiden wie auch bei der Wiedergabe eingehalten werden. Eine Einigung der Schneidapparaturen-Hersteller ist also nicht erforderlich (Anm. der Redaktion).
Für Tonabnehmer beträgt der vertikale Spurwinkel nach der neuesten Norm 20° ±5° - und in der Praxis stellt man, sogar je nach verwendeter Meßplatte, die ja auch mit einem Schneidstichel geschnitten werden muß, Abweichungen fest, die im ungünstigen Fall zu unnötig hohen Intermodulations- Verzerrungen führen.
.
Diffizile Technik - Für Laien oft schwer verständlich
Von anderen Problemen, die in der Praxis der Überspielung auftreten können, macht sich - so Schneider - der Laie leider (warum leider ?) kaum einen Begriff.
Die Qualität der gelieferten Lackfolien, auf die der Schneidstichel die Modulationen einritzen muß, ist je nach Hersteller oft unterschiedlich. Sie muß beispielsweise vollkommen „ausgegast" sein, damit die Oberfläche der Rille auch nicht die geringste Rauhigkeit aufweisen kann.
Zweitens muß die Lackfolie eine bestimmte Härte aufweisen, damit der beheizte Schneidstichel die Rille auch mit winzigsten Modulationen absolut perfekt schneiden kann. Der Diamant des Schneidstichels muß so fein poliert sein, daß nicht „Mitreißer" entstehen, also kleinste Partikel der Folie beim Schneidvorgang an der „rauhen" Oberfläche des Diamanten *4) kleben bleiben.
*4) Das Wort Diamant ist hier nicht wörtlich zu nehmen. Bei dem Schneidstichel handelt es sich überwiegend um Saphir oder Rubin. Daher sind auch die kurzen Standzeiten dieser Stichel zu erklären. Die japanische Firma Nakamichi bietet Schneiddiamanten an, die mit unterschiedlichem Erfolg eingesetzt wurden und werden (Anm. der Redaktion).
.
Über die Vor- und Prüfarbeiten vor dem Schneiden
Die Kompatibilität von Schneidstichel und Folie muß beim Auswechseln immer wieder durch einen Probeschnitt ermittelt werden. Also muß der Techniker immer wieder bezüglich der Heiztemperatur genau den Punkt finden, bei dem der Schnitt absolut glatt ist!
Der Diamant des Schneidstichels kann bezüglich seiner Materialqualität, des geometrischen Schliffs und der Oberflächenpolitur genauso Unterschiede aufweisen wie der eines Tonabnehmersystems, mit dem man die Platte abspielt. Und er nützt sich mit der Zeit genauso ab. Mit manchem Stichel konnte Klaus-Jürgen Schneider gerade zwei Überspielungen vornehmen, mit anderen fünfzehn und mehr. Wenn der japanische Lieferant des Schneid-Diamanten eine sprichwörtliche „Montagsproduktion" geschickt hatte, durfte man mindestens dreißig Prozent der Diamanten wegwerfen.
.
Wenn's beim Plattenliebhaber knistert
Wenn's also beim Plattenliebhaber daheim in der Rille „knistert" oder durch Rauhigkeit der Rillenoberfläche zum Rauschen und durch Störungen im Rillengrund zu einem leichten „Knuttern" kommt, kann das viele Gründe haben, die nicht zuletzt damit zusammenhängen, ob die Lackfolie wirklich vom Materialzustand her perfekt war; ob der Stichel wirklich absolut glatt schneiden konnte, ohne daß „Mitreißer" entstanden, oder die Folie - was genauso schlimm ist - noch zu weich war und sich nachträglich verformte; ob die Heiztemperatur des Stichels perfekt eingestellt war; ob die Temperatur und die relative Luftfeuchtigkeit beim Überspielvorgang nicht zu hoch waren; ob vielleicht der Diamant schon ganz leicht verschliffen war.
Der Überspielvorgang muß also unter allen möglichen Gesichtspunkten mit höchster feinmechanischer Präzision erfolgen. Denn die besten Tonabnehmer, Verstärker und Lautsprecher decken heute selbst Mängel im molekularen Bereich erbarmungslos auf. Denn in Rauschabstand und Dynamikumfang sind sie besser als die 55 bis 60 dB hochwertigen, „konventionell" vom Band überspielten Schallplatten.
.
Ab und zu ist jede Arbeit vergebliche Liebesmüh'
„Manchmal", sagt Klaus-Jürgen Schneider, „scheint allerdings die Mühe, die man sich für größtmögliche Perfektion der Überspielung gibt, wirklich vergebliche Liebesmüh' zu sein." - Und er verweist auf das Beispiel von McCartneys Mull of Kintyre und andere Platten, bei denen schon die Bänder aufnahmeseitig einen ziemlichen Klirrfaktor aufweisen.
„Dem Verbraucher scheint das gleichgültig zu sein, solange ihm nur die Musik gefällt. Mit wieviel Sorgfalt man arbeitet und welche Probleme man bewältigen muß, weil man die bestmögliche Überspielung machen will, honorieren die Plattenkäufer meist gar nicht. Da werden manchmal Platten reklamiert, von denen wir wissen, daß die Überspielung optimal war. Die verzerren dann womöglich wegen der großen Dynamik und der hohen Pegel auf irgendwelchen billigen Anlagen, wofür wir schließlich nicht zuständig sind.
Als ein absurdes Beispiel kann ich Ihnen die Reaktion eines Klassik-Fans nennen, der behauptete, die neue Überspielung einer bestimmten zehn Jahre alten Aufnahme klänge schlechter als die alte Platte, und außerdem handele es sich wohl um eine ganz andere Einspielung. Solch ein Unsinn! Es handelte sich um dieselbe Aufnahme. Und die neue Überspielung war technisch eindeutig besser, denn die Schneid-Apparaturen sind in der Zwischenzeit auch besser geworden. Da sieht man, wie wenig sogar manche Leute, die sich als Spezialisten' betrachten, etwas von der Sache verstehen."
In besonderen Fällen werden von einer Aufnahme mehrere Überspielungen vorgenommen, wenn man schon im Studio die technische Qualität mit einer der geschnittenen Lackfolien überprüfen will. Die dort abgespielte Folie wird natürlich nicht zur weiteren Herstellung der Schallplatte verwendet, weil man von vornherein die Gefahr vermeiden will, durch die möglicherweise auch nur winzig deformierte Folie eine schlechte Platte zu fertigen.
Der Weg zur Preßmatrize
Wenn der Techniker sicher ist, daß die Überspielung in jeder Beziehung einwandfrei gelang, wird die Lackfolie zur weiteren Bearbeitung ins (Press-) Werk geliefert. Dort versilbert man zunächst die Oberfläche, um sie elektrisch leitfähig zu machen. Auf elektrolytischem Wege wird dann im galvanischen Bad eine Nickel-Kopie hergestellt, auf der die Rillen erhaben zu sehen sind.
Diese Kopie, der sogenannte „Vater", könnte eigentlich schon als Preßmatrize zur Fertigung der Platte verwendet werden. Da aber die Gefahr der mechanischen Beschädigung zu groß ist und sich Preßmatrizen natürlicherweise abnutzen, stellt man von diesem „Vater" zunächst eine neue Nickel-Kopie, die sogenannte „Mutter", her.
Die "Mutter" wird auf jeden Fall geprüft
Diese Kopie wird auf mechanische Mängel hin abgehört, und unterm Mikroskop versucht man Fehler herauszu-gravieren. Wenn das gelingt und die Qualität der „Mutter" zufriedenstellend ist, fertigt man als nächste Kopie wieder auf elektrolytischem Wege die endgültige Preßmatrize an, den "Sohn".
Diese wird sorgfältig zentriert (und beim Teldec-Werk übrigens verchromt, weil die Techniker dort der Überzeugung sind, damit eine bessere Preßqualität zu erzielen) und ist das Werkzeug zur Herstellung der Schallplatte.
Beim Abspielen der Mutter-Matrize kontrolliert man nebenbei auch, ob die Platte auch auf „normalen" (sprich: recht schlechten Stereoanlagen) einwandfrei abgespielt werden kann, ohne daß Verzerrungen auftreten oder die Nadel bei starken Baßmodulationen aus der Rille springt. Zu diesem Zweck verwendet man im Nortorfer Werk bewußt Tonabnehmer mit geringer Nadelnachgiebigkeit.
.
Platten könn(t)en so hervorragende Tonträger sein
„Wenn man bedenkt, wie viele Arbeitsvorgänge nötig sind und wie groß zwischendurch die Gefahren mechanischer Beschädigung sind, ist es fast ein Wunder, daß Platten so hervorragende Tonträger sein können und auf jeden Fall weit besser sind als vorbespielte Kassetten", meint Werksdirektor Herbert Knothe.
„Es gibt wohl kaum ein vergleichsweise so billiges Produkt, an das man derart hohe Qualitäts- ansprüche stellt, während man andererseits weiß, wie robust, aber auch wie empfindlich es ist. Das leichteste Knistern registriert ein Hi-Fi-Fan mit Verärgerung. Was er ungern bedenkt, ist, daß uns vom Material und von der Fertigung her - so hervorragend sie auch sein mögen - Grenzen gesetzt sind."
- Anmerkung : Hier irrt die beiden Techniker und auch der Redakteur, der das unkommentiert einfach so übernimmt. Die Laboringenieure bei der Konkurrenz, der Polygram, haben (zwar erst) in 1979 eine umfangreiche Untersuchung über die Verzerrungen bei analogen Schallplatten durchgeführt. Doch die sich immer weiter verdichtenden Vermutungen und Erkenntnisse gab es schon Jahre früher - und nicht nur bei der Polygram, auch bei der DGG und bei TELDEC.
.
Um 6 bis 8 dB besser als Bandmaterial (??)
„Wie hervorragend diese Werte sind", bedeutete uns Prüffeld-Leiter Günter Grottker, „sieht man dann, wenn man die Homogenität des Lackmaterials mit der des besten Profi-Bandes vergleicht. Theoretisch zumindest hat die Schallplatte wegen der feineren Molekularstruktur der Materie, aus der sie gemacht wird, einen mindestens bis 8dB besseren Rauschabstand als das Tonbandmaterial, auf dem die Musik zunächst magnetisch aufgezeichnet wird. Darum sind Direktschnitt-Platten, wenn auch die Pressung hervorragend ist, viel ,stiller' als Bandüberspielungen und auch in der Dynamik besser. Störend empfindet man da höchstens noch das Mikrofon- und Verstärkerrauschen."
- Anmerkung : Das war leider Marketing Gewäsch, das der Herr Grottker da von sich gab. Denn die vergleichbare Dynamik - also der nachweisbare "Abstand" von Grundrauschen und Beginn der Verzerrungen in dB gemessen, war bei der Platte gar nicht so berauschend oberhalb von den normalen 55 Dezibel im Vergleich zu einer korrekt eingemesenen Studio-Bandmaschine.
Und er verweist auf die Bildplatte und ihre Speichermöglichkeiten, als ich ihn frage, ob die Möglichkeiten der Schallplatte als Tonträger begrenzt sind und die beliebte schwarze Scheibe womöglich bald verschwinden wird.
„Wenn man mit der Schallplatte, wie sie heute gefertigt wird, sorgfältig umgeht und sie mit den besten Tonabnehmern abspielt, ist sie praktisch unbegrenzt haltbar."
.
- Anmerkung : Auch das ist physikalisch nicht haltbar. Eine Platte veschleißt beim Abspielen immer, und sogar unabhängig von dem eingestellten Auflagegewicht, welches für den Verschleiß der Rille nur eine marginal Rolle spielt.
.
Die Zusammensetzung der Preßmasse bleibt ein Geheimnis

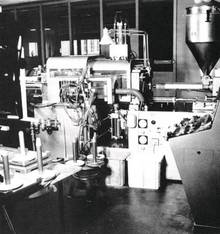
- Die Grundsubstanzen der Schallplattenmasse.

- Die Pulvermischung wird in einem Kneter plastif iziert.


- Die plastifizierte Masse wird zu Granulat zermahlen.

Die mechanische Beschädigung der Platte durch verschliffene oder schlecht polierte Diamanten, durch unsachgemäße Behandlung oder falsch eingestellten Auflagedruck ist eine Tatsache. Aber vom Material her ist die Platte immer noch optimal, meint Herbert Knothe. Wie sich die Preßmasse genau zusammensetzt, mag er allerdings nicht sagen.
Da habe jeder Hersteller seine „Geheimrezeptur". Im Teldec-Werk in Nortorf verwende man PVC, Ruß zur Färbung, ein Gleitmittel, damit die Masse beim Pressen nicht an der Matrize hängenbleibt, und einen Stabilisator. Letzterer ist notwendig, um den Chlorwasserstoff zu binden, der sonst beim Preßvorgang frei und das PVC zersetzen würde. Die Oberfläche der Rille wäre dann nicht mehr so glatt wie möglich, sondern hörbar „rauh".
Nur 120 Gramm Preßmasse
Auch Günter Grottker findet es als alles andere als ideal, daß die Platten seit der „Ölkrise" vom Herbst 1973 immer dünner wurden: „Pro Platte verwendet man heute 120 Gramm Preßmasse und nur auf besonderen Wunsch von Kunden, die bei uns in Lohnpressung Platten fertigen lassen, 160 Gramm und mehr.
Das ist natürlich günstiger, weil die Gefahr von Verwellungen erheblich reduziert wird. Aber wie kann man als Techniker gegen kommerzielle Entscheidungen des Managements argumentieren? Wir beobachten natürlich auch, was für eine Qualität die Konkurrenz produziert. Ich glaube, daß wir uns unserer Pressungen nicht schämen müssen.
Nicht von ungefähr sind fünfzig Prozent der Kapazität, mit der wir momentan arbeiten, durch Aufträge anderer Plattenfirmen ausgelastet. Aber ich muß Ihnen recht geben: Manche Pressungen, die man in die Hand bekommt, sind mittlerweile so ,gut', daß sie sich geradezu ideal zur Beobachtung einer Sonnenfinsternis anbieten."
.
Größter Wert auf Qualitätskontrolle - 2.500 Platten pro Matrize

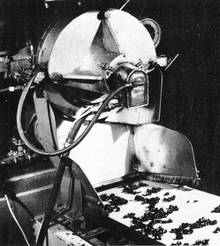
- Der aus dem Granulat locker gebackene Massekuchen und die Etiketten kurz vor dem Pressen zwischen den beiden Preßmatrizen.

- Single-Platten (45 U/min) können auch schon in einer Spritzgußmaschine „gespritzt" werden.


- Die Preßform hat sich wieder geöffnet, die Platte ist fertig. Der Rand muß noch automatisch abgetrennt werden.

Auf die Qualitätskontrolle nach der Endfertigung legt man in Nortorf größten Wert und möchte diesbezüglich nicht mit der Konkurrenz verglichen werden beziehungsweise die eigenen Daten als Durchschnittswerte für die gesamte Plattenindustrie verstanden wissen.
Zu diesem Thema erläutert Herbert Knothe: „Die Exzentrizität unserer Pressungen beträgt im schlechtesten Fall 0,1 Millimeter und liegt damit entschieden unter der Industrienorm von ±0,2 Millimeter.
- Von der Preßmatrize für eine LP stellen wir 2500 (zweieinhalbtausend) Stück her, von der für eine Single rund 7.000 (siebentausend) Stück.
Alle Platten passieren mehrfache akustische und optische Qualitätskontrollen. Spätestens alle fünfhundert Exemplare wird vor dem Eintaschen in eine LP-Serie reingehört, um etwaige Mängel sofort abstellen zu können. Denn jede verpreßte Platte kostet Geld und jede retournierte Platte auch. Außerdem würde das unserem Ruf schaden.
- Von den Direktschnitt-Platten, die wir im Auftrag fertigen, werden pro Matrize höchstens 1.000 (tausend) Exemplare gepreßt.
Wir richten uns da nach den Wünschen unserer Kunden."
- Anmerkung : Nach anderen Berichten aus anderen Presswerken wie zum Beispiel in Hannover und Umgebung wurden überall - also in allen Presswerken - akribische Endkontrollen bei den fertig gepressten Platten vorgenommen, also nicht nur bei TELDEC!
.
Aber "nobody is perfect"
Daß die Platten nicht ausnahmslos hundertprozentig eben und unverwellt sind, gibt er durchaus zu. Als einen möglichen Grund dafür nennt er die ungleiche Spannung beim Preßvorgang bzw.genauer gesagt die unterschiedliche Kühlung der Preßform. Aber die mechanische Fertigung leiste noch den geringsten Beitrag dazu, daß der Verbraucher im Laden eine verwellte Platte kaufte.
Viel problematischer seien in jedem Fall die Verpackung in der Hülle, beispielsweise die Falzränder des Papp-Covers, der gewölbte Boden einer Kassetten-Hülle, Transportschäden und falsche Lagerung durch den Endverbraucher. Und überhaupt hätten sich die doppelt gefalteten Papp-Hüllen als „Todfeind" der Schallplatte herausgestellt, weil sie stärker als alles andere zu Verwellungen führen würden.
.
Die Platte quillt
Das eindrucksvollste Argument gegen die Naßabspielmethode nennt Ingenieur Knothe ganz nebenbei plötzlich im Gespräch: Das PVC-Material ist, wie sich bei Laborversuchen herausstellte, durchaus nicht absolut unempfindlich gegen Wasser. Eine Platte wird, sobald sie eine halbe Stunde durch Wasser befeuchtet ist, im Material „angequollen". Und grau!
Die Spieldauer vieler Platten beträgt aber nun mal zwanzig bis fünfundzwanzig Minuten pro Seite. Wer seine Platten so lange buchstäblich unter Wasser setzt, muß eher mit einer mechanischen Deformation rechnen, als wenn er sie mit etwas zu hohem Auflagedruck abspielt!
- Anmerkung : Das ist nur teilweise korrekt, den die Platten wurden "naß" mit einem Gemisch aus Alkohol und destilliertem Wasser (ca. 50%) "abgespielt". Nach meinen Erfahrungen ist der Wasserfilm auf den gerade gespielten Rillen der Platte nach weniger als 2 Minuten wieder weg, verdunstet, dafür brauchte man ja den Alkohol als Hilfsmittel.
- Weiterhin gab es einfache und komfortable Plattenwaschmaschinen, die verstaubte Platten mit "entmineralisiertem" Wasser samt Weichmacher (Soüli) mehrere Minuten "gebürstet" hatten und dann getrocknet hatten. Auch das funktionierte viele Male und die Platte hörte sich an wie neu.
.
Knistern, Anlaß zum Ärgernis

- Akustische Kontrolle der Schallplatten nach Preßbeginn


- Optische und akustische Stichprobenkontrolle der Schallplatten während der Pressung

Zum Thema Knistern als Fertigungsfehler, der neben Welligkeit und Exzentrizität ebenfalls Anlaß zum Ärgernis geben kann, nennt Günter Grottker mehrere mögliche Ursachen. Erstens kann jeder, auch der kleinste Fremdkörper in der Preßmasse dieses Knistern verursachen, wenn er als Erhebung über der Rillenflanke oder im Rillengrund ausgeprägt ist. Solche Fremdkörperkönnen schon entstehen, wenn das Granulat (aus den vier genannten Bestandteilen) beim Plastifiziervorgang unter der Hitzeeinwirkung auch nur in geringen Mengen quasi verbrannte und sich mit dem einwandfreien PVC mischte.
Manche Plattenhersteller verwenden, um die Kosten zu reduzieren, billige Füllstoffe. Und für die Herstellung von sogenannten U-Musik-Platten wird oft genug „recycled vinyl" verwendet, also Platten, bei denen man das Papier-Label ausgestanzt hat und die man wieder zu Granulat verarbeitet, ohne es sorgfältig zu reinigen.
Wenn die Pressung in der Maschine nicht funktioniert
Das lästige Knistern kann fertigungsseitig auch entstehen, wenn sich winzige Luftbläschen bilden, weil die Platte nicht in der richtigen Kombination von Druck und Wärme „ausgepreßt" wurde. In manchen Fällen dürften aber Fehler bei der Überspielung - ein verschliffener, zu oft benutzter Diamant des Schneidstichels oder ein Schnitt, der nicht absolut glatt war - Ursache für die leidigen Oberflächengeräusche sein.
Hören wird man sie unweigerlich, wenn der Diamant des Abtastsystems hochfein poliert ist und alle störenden Faktoren in der Kontaktzone aufdeckt. Die biradial verrundeten Diamanten machten solche Fertigungsfehler viel deutlicher hörbar als die sphärisch verrundeten, und damit waren die Plattenhersteller gezwungen, bei der Pressung noch sorgfältiger auf die Qualität der Materialien und alle eventuell auftretenden Fehlerquellen zu achten.
Es gibt natürlich mittelmäßige Pressungen
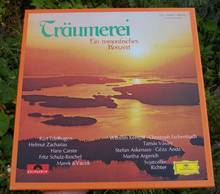
- Ein trauriges Beispiel für eine absolut beschissene Qualität, die so nie auf den Markt hätte kommen dürfen -- diese dreier Club-Ausgabe war noch original in Folie verschweißt.

Konkurrenz- und Preisdruck haben oft mittelmäßige Pressungen zur Folge. Als ich die beiden Techniker abschließend frage, warum denn die Fertigungsqualität zum Teil sogar von Plattenfirma zu Plattenfirma und je nach Preßwerk so unterschiedlich ist, mögen sie offiziell nicht dazu eine dezidierte Meinung äußern. Dies sei, so sagen sie, ein Geschäft, in dem um Bruchteile von Pfennigen pro Plattenpressung gefeilscht werde.
- Anmerkung : Bei uns sind auch schon mal original in Folie eingeschweißte Club-Platten eingelandet, die absolut grausam waren.
Und die seien - anders als im Druckgewerbe - oft kommerziell entscheidend. Von einer Druckvorlage könne man Bestseller in beliebiger Auflagenhöhe herstellen, von einer Preßmatrize aber nicht beliebig viele Schallplatten pressen lassen, weil sie einen „natürlichen Tod" (so Knothe) sterbe.
Trotz des Konkurrenzdrucks könne man es sich im Werk in Nortorf aber nicht leisten, mittelmäßige Pressungen zu liefern. Die zahlreichen Firmen aus dem In- und Ausland würden sonst zu anderen Preßwerken gehen und dort ihre Platten fertigen lassen.
„Wir machen alle gute Platten, nicht wahr?" meint Herbert Knothe augenzwinkernd. Gott sei Dank machen's manche besser als andere. Oder leider?
.
.
